
Page 128 - 机械工程材料2024年第十一期
P. 128
吴叶军,等:考虑侧壁热源的摇动电弧窄间隙GMA焊接温度场有限元模拟
拟,并与试验结果进行对比,同时采用该模拟方法 器、焊炬等组成,焊接原理和焊接轨迹如图2所示。
对比研究了考虑侧壁热源和未考虑侧壁热源时焊接 在焊接过程中,微弯导电杆绕其中心旋转轴旋转,驱
接头的温度场,以期为深入了解添加辅丝的摇动电 动焊丝端部在一定角度范围内摇动,同时焊炬始终
弧窄间隙焊内部机理和焊接工艺参数优化等提供理 以给定的速度v 0 沿着焊接方向移动,因此电弧运动
论基础。 由旋转运动和直线运动耦合而成。焊丝从焊道右侧
R1点开始起弧,在右侧停留一段时间,此时焊炬沿
1 试验方法
着x方向运动,因此形成了R1→R2的直线轨迹;焊
母材为江苏沙钢集团有限公司提供的正火态 丝朝着左侧壁摇动,同时焊炬以速度v 0 沿着焊接方
Q370qE钢;焊丝牌号为ER50-6,直径为 1.2 mm。 向移动,形成了R2 →L1 的曲线轨迹;摇动到左侧
焊接试样尺寸如图1所示。 后,焊丝停留相同的时间,形成L1→L2的直线轨迹;
而后从左侧摇动到右侧,形成L2→R3的曲线轨迹。
如此反复,完成焊接过程。由图3可见,当电弧摇动
到焊道中间时,电弧为正常形态,未发生偏转,而当
电弧摇动到焊道两侧壁时,电弧为偏转形态。
新型摇动电弧窄间隙GMA焊接过程中的焊
接电流为 300 A,电弧电压为 28 V,焊接速度为
240 mm · min −1 ,焊丝摇动频率为4 Hz,摇动角度为
66°, 左右两侧壁停留时间为60 ms,微弯导电杆弯曲
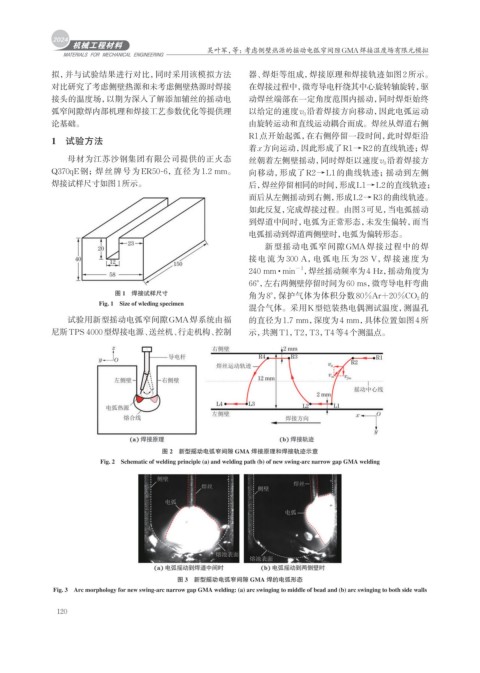
图 1 焊接试样尺寸 角为8°, 保护气体为体积分数 80%Ar+20%CO 2 的
Fig. 1 Size of wleding specimen
混合气体。采用K型铠装热电偶测试温度,测温孔
试验用新型摇动电弧窄间隙GMA焊系统由福 的直径为1.7 mm,深度为4 mm,具体位置如图4所
尼斯TPS 4000型焊接电源、送丝机、行走机构、控制 示,共测T1,T2,T3,T4等4个测温点。
图 2 新型摇动电弧窄间隙 GMA 焊接原理和焊接轨迹示意
Fig. 2 Schematic of welding principle (a) and welding path (b) of new swing-arc narrow gap GMA welding
图 3 新型摇动电弧窄间隙 GMA 焊的电弧形态
Fig. 3 Arc morphology for new swing-arc narrow gap GMA welding: (a) arc swinging to middle of bead and (b) arc swinging to both side walls
120