
Page 54 - 机械工程材料2024年第十一期
P. 54
王富义,等:多道焊接热循环对6082-T6铝合金接头热影响区显微组织及力学性能的影响
表1 6082–T6铝合金母材和5087铝合金焊丝的化学成分
Table 1 Chemical composition of 6087–T6 aluminum alloy base metal and 5087 aluminum alloy welding wire
质量分数%
材料
Mg Si Mn Fe Ti Cu Zn Cr Al
母材 0.76 0.87 0.42 0.21 0.08 0.01 0.009 0.001 余
焊丝 4.7 0.05 0.79 0.12 0.08 0.01 0.02 0.09 余
采用IGM型机器人和IGM-K5型焊机在6082- 最后一道焊缝高度为5.45 mm。为了建立并校准热
T6铝合金板表面 (尺寸为350 mm×12 mm)进行双 学仿真模型,采用K型热电偶实时监测第一道焊接
脉冲MIG堆焊,保护气体为纯度 99.999%的氩气, 过程中热影响区(HAZ)不同位置的温度,每个热
流量为 25 L · min − 1 ,焊接电流为 218 A,焊接电压 电偶插入直径1.0 mm、深度2.5 mm的测温孔中,测
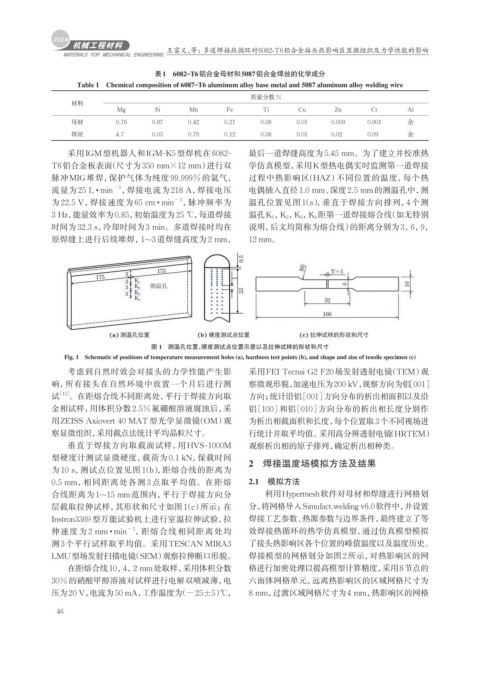
为 22.5 V,焊接速度为 65 cm · min − 1 ,脉冲频率为 温孔位置见图 1(a) ,垂直于焊接方向排列,4 个测
3 Hz,能量效率为0.85,初始温度为25 ℃,每道焊接 温孔K 1 ,K 2 ,K 3 ,K 4 距第一道焊接熔合线(如无特别
时间为32.3 s,冷却时间为3 min。多道焊接时均在 说明,后文均简称为熔合线)的距离分别为3,6,9,
原焊缝上进行后续堆焊,1~3道焊缝高度为2 mm, 12 mm。
图 1 测温孔位置、硬度测试点位置示意以及拉伸试样的形状和尺寸
Fig. 1 Schematic of positions of temperature measurement holes (a), hardness test points (b), and shape and size of tensile specimen (c)
考虑到自然时效会对接头的力学性能产生影 采用FEI Tecnai G2 F20场发射透射电镜(TEM)观
响,所有接头在自然环境中放置一个月后进行测 察微观形貌,加速电压为200 kV,观察方向为铝[001]
试 [13] 。在距熔合线不同距离处,平行于焊接方向取 方向;统计沿铝[001] 方向分布的析出相面积以及沿
金相试样,用体积分数2.5%氟硼酸溶液腐蚀后,采 铝[100] 和铝[010]方向分布的析出相长度分别作
用ZEISS Axiovert 40 MAT型光学显微镜(OM)观 为析出相截面积和长度,每个位置取3个不同视场进
察显微组织,采用截点法统计平均晶粒尺寸。 行统计并取平均值。采用高分辨透射电镜(HRTEM)
垂直于焊接方向取截面试样,用HVS-1000M 观察析出相的原子排列,确定析出相种类。
型硬度计测试显微硬度,载荷为0.1 kN,保载时间
2 焊接温度场模拟方法及结果
为 10 s,测试点位置见图 1(b),距熔合线的距离为
0.5 mm,相同距离处各测 3 点取平均值。在距熔 2.1 模拟方法
合线距离为 1~15 mm范围内,平行于焊接方向分 利用Hypermesh软件对母材和焊缝进行网格划
层截取拉伸试样,其形状和尺寸如图1(c) 所示;在 分,将网格导入Simufact.welding v6.0软件中,并设置
Instron3369型万能试验机上进行室温拉伸试验,拉 焊接工艺参数、热源参数与边界条件,最终建立了等
伸速度为 2 mm · min − 1 ,距熔合线相同距离处均 效焊接热循环的热学仿真模型,通过仿真模型模拟
测3个平行试样取平均值。采用TESCAN MIRA3 了接头热影响区各个位置的峰值温度以及温度历史。
LMU型场发射扫描电镜 (SEM)观察拉伸断口形貌。 焊接模型的网格划分如图2所示,对热影响区的网
在距熔合线10,4,2 mm处取样,采用体积分数 格进行加密处理以提高模型计算精度,采用8节点的
30%的硝酸甲醇溶液对试样进行电解双喷减薄,电 六面体网格单元,远离热影响区的区域网格尺寸为
压为20 V,电流为50 mA,工作温度为(−25±5) ℃, 8 mm,过渡区域网格尺寸为4 mm,热影响区的网格
46