
Page 56 - 机械工程材料2024年第十一期
P. 56
王富义,等:多道焊接热循环对6082-T6铝合金接头热影响区显微组织及力学性能的影响
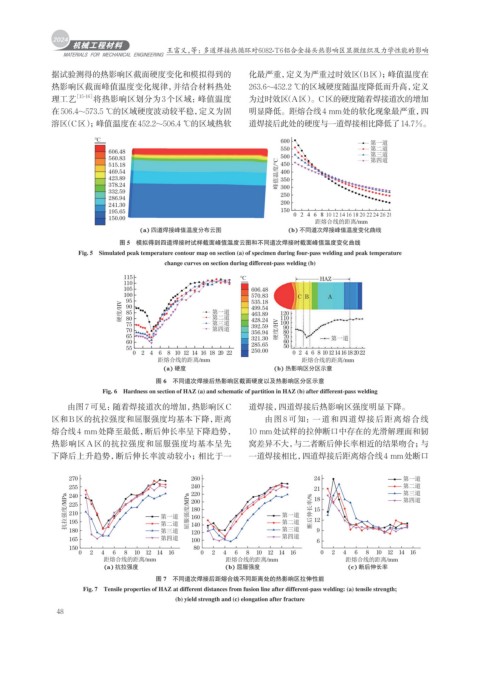
据试验测得的热影响区截面硬度变化和模拟得到的 化最严重,定义为严重过时效区(B区);峰值温度在
热影响区截面峰值温度变化规律,并结合材料热处 263.6~452.2 ℃的区域硬度随温度降低而升高,定义
理工艺 [15-16] 将热影响区划分为3个区域:峰值温度 为过时效区(A区)。C区的硬度随着焊接道次的增加
在506.4~573.5 ℃的区域硬度波动较平稳,定义为固 明显降低。距熔合线4 mm处的软化现象最严重,四
溶区(C区);峰值温度在452.2~506.4 ℃的区域热软 道焊接后此处的硬度与一道焊接相比降低了14.7%。
℃ 600
第一道
606.48 550 第二道
第三道
560.83 500 第四道
515.18 450
469.54 峰值温度/℃ 400
423.89 350
378.24 300
332.59 250
286.94
241.30 200
195.65 150 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28
150.00
距熔合线的距离/mm
(a) 四道焊接峰值温度分布云图 (b) 不同道次焊接峰值温度变化曲线
图 5 模拟得到四道焊接时试样截面峰值温度云图和不同道次焊接时截面峰值温度变化曲线
Fig. 5 Simulated peak temperature contour map on section (a) of specimen during four-pass welding and peak temperature
change curves on section during different-pass welding (b)
115 ℃ HAZ
110
105 606.48
100 570.83 C B A
95 535.18
硬度/HV 90 第一道 499.54 120
85
463.89
110
80
第三道
75 第二道 428.24 100
392.59
90
70 第四道 356.94 硬度/HV 80
65 321.30 70 第一道
60 285.65 60
55 250.00 50
0 2 4 6 8 10 12 14 16 18 20 22 0 2 4 6 8 10 12 14 16 18 20 22
距熔合线的距离/mm 距熔合线的距离/mm
(a) 硬度 (b) 热影响区分区示意
图 6 不同道次焊接后热影响区截面硬度以及热影响区分区示意
Fig. 6 Hardness on section of HAZ (a) and schematic of partition in HAZ (b) after different-pass welding
由图7可见:随着焊接道次的增加,热影响区C 道焊接,四道焊接后热影响区强度明显下降。
区和B区的抗拉强度和屈服强度均基本下降,距离 由图 8 可知:一道和四道焊接后距离熔合线
熔合线4 mm处降至最低,断后伸长率呈下降趋势, 10 mm处试样的拉伸断口中存在的光滑解理面和韧
热影响区A 区的抗拉强度和屈服强度均基本呈先 窝差异不大,与二者断后伸长率相近的结果吻合;与
下降后上升趋势,断后伸长率波动较小;相比于一 一道焊接相比,四道焊接后距离熔合线4 mm处断口
270 260 24 第一道
255 240 21 第二道
第三道
220
240
抗拉强度/MPa 225 第一道 屈服强度/MPa 200 第一道 断后伸长率/% 15 第四道
18
180
210
160
12
195
第三道
180 第二道 140 第二道 9
第三道
120
165 第四道 100 第四道 6
150 80
0 2 4 6 8 10 12 14 16 0 2 4 6 8 10 12 14 16 0 2 4 6 8 10 12 14 16
距熔合线的距离/mm 距熔合线的距离/mm 距熔合线的距离/mm
(a) 抗拉强度 (b) 屈服强度 (c) 断后伸长率
图 7 不同道次焊接后距熔合线不同距离处的热影响区拉伸性能
Fig. 7 Tensile properties of HAZ at different distances from fusion line after different-pass welding: (a) tensile strength;
(b) yield strength and (c) elongation after fracture
48