
Page 58 - 机械工程材料2024年第十一期
P. 58
王富义,等:多道焊接热循环对6082-T6铝合金接头热影响区显微组织及力学性能的影响
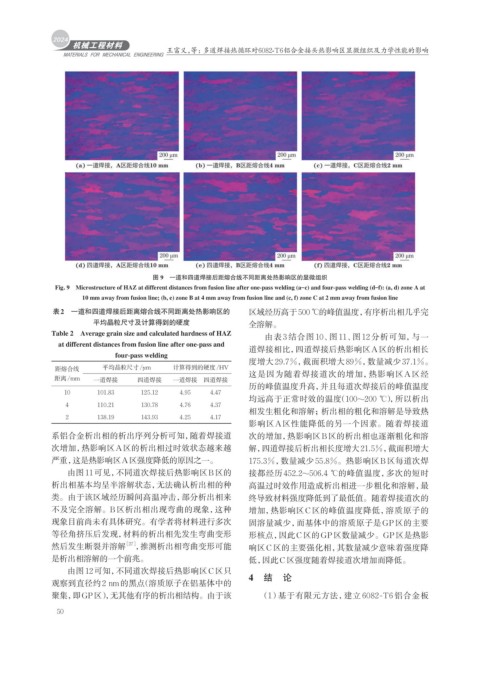
图 9 一道和四道焊接后距熔合线不同距离处热影响区的显微组织
Fig. 9 Microstructure of HAZ at different distances from fusion line after one-pass welding (a–c) and four-pass welding (d–f): (a, d) zone A at
10 mm away from fusion line; (b, e) zone B at 4 mm away from fusion line and (c, f) zone C at 2 mm away from fusion line
表2 一道和四道焊接后距离熔合线不同距离处热影响区的 区域经历高于500 ℃的峰值温度, 有序析出相几乎完
平均晶粒尺寸及计算得到的硬度 全溶解。
Table 2 Average grain size and calculated hardness of HAZ 由表 3 结合图 10、图 11、图 12 分析可知,与一
at different distances from fusion line after one-pass and 道焊接相比,四道焊接后热影响区A区的析出相长
four-pass welding
度增大29.7%,截面积增大89%,数量减少37.1%。
距熔合线 平均晶粒尺寸/μm 计算得到的硬度/HV
这是因为随着焊接道次的增加,热影响区A区经
距离/mm 一道焊接 四道焊接 一道焊接 四道焊接
历的峰值温度升高,并且每道次焊接后的峰值温度
10 101.83 125.12 4.95 4.47
均远高于正常时效的温度(100~200 ℃) ,所以析出
4 110.21 130.78 4.76 4.37
相发生粗化和溶解;析出相的粗化和溶解是导致热
2 138.19 143.93 4.25 4.17
影响区A区性能降低的另一个因素。随着焊接道
系铝合金析出相的析出序列分析可知,随着焊接道 次的增加,热影响区B区的析出相也逐渐粗化和溶
次增加,热影响区A区的析出相过时效状态越来越 解,四道焊接后析出相长度增大21.5%,截面积增大
严重,这是热影响区A区强度降低的原因之一。 175.3%,数量减少55.8%。热影响区B区每道次焊
由图11可见,不同道次焊接后热影响区B区的 接都经历452.2~506.4 ℃的峰值温度,多次的短时
析出相基本均呈半溶解状态,无法确认析出相的种 高温过时效作用造成析出相进一步粗化和溶解,最
类。由于该区域经历瞬间高温冲击,部分析出相来 终导致材料强度降低到了最低值。随着焊接道次的
不及完全溶解。B区析出相出现弯曲的现象,这种 增加,热影响区C区的峰值温度降低,溶质原子的
现象目前尚未有具体研究。有学者将材料进行多次 固溶量减少,而基体中的溶质原子是 GP 区的主要
等径角挤压后发现,材料的析出相先发生弯曲变形 形核点,因此 C 区的 GP 区数量减少。GP 区是热影
然后发生断裂并溶解 [27] ,推测析出相弯曲变形可能 响区 C 区的主要强化相,其数量减少意味着强度降
是析出相溶解的一个前兆。 低,因此 C 区强度随着焊接道次增加而降低。
由图12可知,不同道次焊接后热影响区C区只
观察到直径约2 nm的黑点(溶质原子在铝基体中的 4 结 论
聚集,即GP区),无其他有序的析出相结构。由于该 (1)基于有限元方法,建立 6082-T6 铝合金板
50