
Page 55 - 机械工程材料2024年第十一期
P. 55
王富义,等:多道焊接热循环对6082-T6铝合金接头热影响区显微组织及力学性能的影响
尺寸为1 mm。采用JMatPro v7.0软件计算材料热物 布; a f 为前椭球半轴长度,取4.75 mm; a r 为后椭球半
理性能,结果如图3所示。模拟时所设焊接工艺参数 轴长度,取14.25 mm; b为椭球热源模型的宽度,取
与试验一致。根据试验工况设置边界条件:将母材 6.0 mm; c为椭球热源模型的深度,取5.45 mm; Q为
横立在固定的支座上,两边利用垫块进行定位,并用 考虑效率后的热输入; f f , f r 分别为前后部分热流密度
夹具夹紧固定。采用Goldak双椭球热源模型 [14] 来描 的分数因子,分别取1.5,0.5; x, y, z为以热源中心
述热源中心前、后区域的功率密度分布,其表达式为 为原点建立的坐标系。
63Qf x 2 y 2 z 2 2.2 模型验证
( , , y z
q x ) = f exp -3 + + (1)
f 2 2 2 由图4可知,在整个加热和冷却过程中,实测和
a bcππ a b c
f f
模拟得到距熔合线相同距离处的温度曲线重叠度
63Qf x 2 y 2 z 2
q x ) = r exp -3 2 + + (2) 高,有限元仿真模型计算得到的峰值温度与试验结
( , , yz
r
a bcππ a r b 2 c 2 果的相对误差均在3%左右,表明建立的热学仿真模
r
式中:q ,q 分别为热源中心前后区域的功率密度分 型准确。
f
r
图 2 焊接接头的有限元仿真模型及其网格划分
Fig. 2 Finite element simulation model of welded joint and its mesh division
导热系数
250 2.8 比热容 80 0.55 2.0
导热系数/(W·m -1 ·K -1 ) 200 密度/(g·m -3 ) 2.6 密度 40 弹性模量/GPa 0.45 泊松比 1.5 比热容/(J·g −1 ·K −1 )
0.50
60
150
泊松比
0.40
1.0
20
2.4
100
0.30
50 2.2 弹性模量 0 0.35 0.5
0 200 400 600 800 1 000
温度/℃
图 3 理论计算得到的母材热物理性能
Fig. 3 Thermal properties of base metal by theoretical calculation
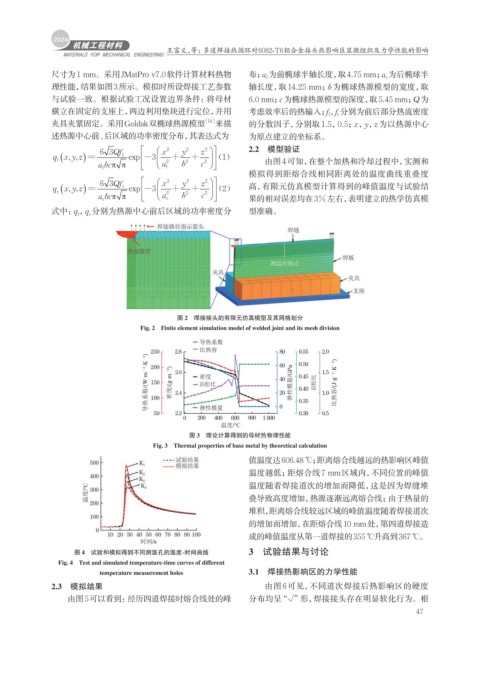
值温度达606.48 ℃;距离熔合线越远的热影响区峰值
温度越低;距熔合线7 mm区域内,不同位置的峰值
温度随着焊接道次的增加而降低,这是因为焊缝堆
叠导致高度增加,热源逐渐远离熔合线;由于热量的
堆积,距离熔合线较远区域的峰值温度随着焊接道次
的增加而增加,在距熔合线10 mm处,第四道焊接造
成的峰值温度从第一道焊接的355 ℃升高到367 ℃。
图 4 试验和模拟得到不同测温孔的温度-时间曲线 3 试验结果与讨论
Fig. 4 Test and simulated temperature-time curves of different
temperature measurement holes 3.1 焊接热影响区的力学性能
2.3 模拟结果 由图6可见,不同道次焊接后热影响区的硬度
由图5可以看到:经历四道焊接时熔合线处的峰 分布均呈“√”形,焊接接头存在明显软化行为。根
47