
Page 115 - 机械工程材料2024年第十一期
P. 115
邱玉洁,等: Al-Si-Cu-Ni钎料成分和钎焊温度对高硅铝合金/可伐合金钎焊接头性能的影响
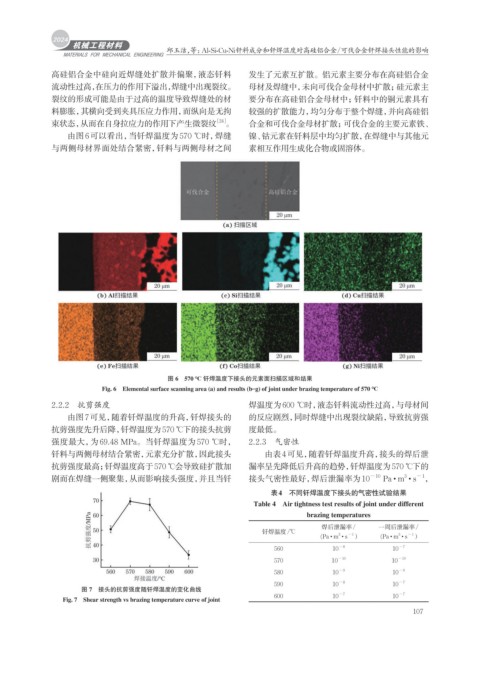
高硅铝合金中硅向近焊缝处扩散并偏聚,液态钎料 发生了元素互扩散。铝元素主要分布在高硅铝合金
流动性过高,在压力的作用下溢出,焊缝中出现裂纹。 母材及焊缝中,未向可伐合金母材中扩散;硅元素主
裂纹的形成可能是由于过高的温度导致焊缝处的材 要分布在高硅铝合金母材中;钎料中的铜元素具有
料膨胀,其横向受到夹具压应力作用,而纵向是无拘 较强的扩散能力,均匀分布于整个焊缝,并向高硅铝
束状态,从而在自身拉应力的作用下产生微裂纹 [24] 。 合金和可伐合金母材扩散;可伐合金的主要元素铁、
由图6可以看出,当钎焊温度为570 ℃时,焊缝 镍、钴元素在钎料层中均匀扩散,在焊缝中与其他元
与两侧母材界面处结合紧密,钎料与两侧母材之间 素相互作用生成化合物或固溶体。
图 6 570 ℃ 钎焊温度下接头的元素面扫描区域和结果
Fig. 6 Elemental surface scanning area (a) and results (b–g) of joint under brazing temperature of 570 ℃
2.2.2 抗剪强度 焊温度为600 ℃时,液态钎料流动性过高,与母材间
由图7可见,随着钎焊温度的升高,钎焊接头的 的反应剧烈,同时焊缝中出现裂纹缺陷,导致抗剪强
抗剪强度先升后降,钎焊温度为570 ℃下的接头抗剪 度最低。
强度最大,为69.48 MPa。当钎焊温度为570 ℃时, 2.2.3 气密性
钎料与两侧母材结合紧密,元素充分扩散,因此接头 由表4可见,随着钎焊温度升高,接头的焊后泄
抗剪强度最高;钎焊温度高于570 ℃会导致硅扩散加 漏率呈先降低后升高的趋势,钎焊温度为570 ℃下的
剧而在焊缝一侧聚集,从而影响接头强度,并且当钎 接头气密性最好,焊后泄漏率为10 −10 Pa·m ·s −1 ,
3
表4 不同钎焊温度下接头的气密性试验结果
Table 4 Air tightness test results of joint under different
brazing temperatures
焊后泄漏率/ 一周后泄漏率/
钎焊温度/℃
3
3
(Pa · m ·s −1 ) (Pa · m ·s −1 )
−8 −7
560 10 10
−10 −10
570 10 10
580 10 −9 10 −9
590 10 −8 10 −7
图 7 接头的抗剪强度随钎焊温度的变化曲线
Fig. 7 Shear strength vs brazing temperature curve of joint 600 10 −7 10 −7
107