
Page 45 - 机械工程材料2025年第三期
P. 45
李新平,等:电站循环流化床锅炉水冷壁用HDS65焊丝防磨堆焊层的组织与性能
度为2.5~3.0 mm,堆焊电流为230~260 A,堆焊电 积。在自主研制的GW/CS-MS型高温冲蚀磨损试
压为22~26 V,气体流量为15~18 L · min −1 ,堆焊速 验装置上进行高温冲蚀磨损试验,该装置根据锅炉
度为50~53 mm · s −1 ,下行速度为6~10 mm · s −1 , 的工况环境设计,磨粒为粒径在 1.0~1.6 mm的金
摆幅宽度为 10~14 mm,枪距小于 10 mm,焊接角 刚砂,试验温度分别为25,350,600 ℃,冲蚀角度为
度为90°。 60°, 空气压力为 0.65 MPa,冲蚀时间为 30 min,测
采用渗透检测(PT) 探伤方法对堆焊层进行裂 3个平行试样。相对耐磨性为对比材料的冲蚀磨损
纹缺陷检测。用线切割机从堆焊的 20G钢管排上 量与HDS65焊丝堆焊层冲蚀磨损量的比值,对比材
截取金相试样,经研磨、抛光后,用王水(浓盐酸和 料为CFB常用防磨材料YD490焊丝堆焊层。
浓硝酸体积比为 3∶1)腐蚀,采用BX51M型光学
2 试验结果与讨论
显微镜观察堆焊层的显微组织。采用PANaly型X
射线衍射仪(XRD)分析堆焊层的物相组成,采用 2.1 焊丝的焊接工艺性及堆焊层宏观形貌
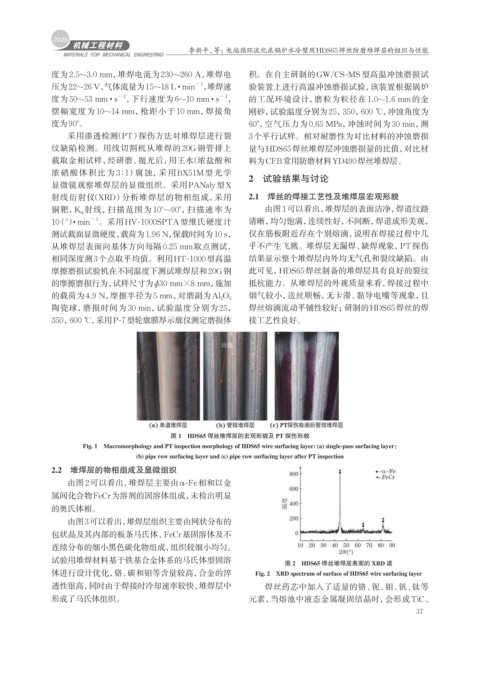
铜靶,K α 射线,扫描范围为 10°~90°,扫描速率为 由图1可以看出,堆焊层的表面洁净,焊道纹路
10 (°)· min − 1 。采用HV-1000SPTA型维氏硬度计 清晰,均匀饱满,连续性好,不间断,焊道成形美观,
测试截面显微硬度,载荷为1.96 N,保载时间为10 s, 仅在筋板附近存在个别熔滴,说明在焊接过程中几
从堆焊层表面向基体方向每隔 0.25 mm取点测试, 乎不产生飞溅。堆焊层无漏焊、缺焊现象,PT探伤
相同深度测3个点取平均值。利用HT-1000型高温 结果显示整个堆焊层内外均无气孔和裂纹缺陷。由
摩擦磨损试验机在不同温度下测试堆焊层和20G钢 此可见,HDS65焊丝制备的堆焊层具有良好的裂纹
的摩擦磨损行为,试样尺寸为ϕ30 mm×8 mm,施加 抵抗能力。从堆焊层的外观质量来看,焊接过程中
烟气较小,送丝顺畅,无卡滞、黏导电嘴等现象,且
的载荷为4.9 N,摩擦半径为5 mm,对磨副为Al 2 O 3
陶瓷球,磨损时间为 30 min,试验温度分别为 25, 焊丝熔滴流动平铺性较好;研制的HDS65焊丝的焊
350,600 ℃,采用P-7型轮廓膜厚示廓仪测定磨损体 接工艺性良好。
图 1 HDS65 焊丝堆焊层的宏观形貌及 PT 探伤形貌
Fig. 1 Macromorphology and PT inspection morphology of HDS65 wire surfacing layer: (a) single-pass surfacing layer;
(b) pipe row surfacing layer and (c) pipe row surfacing layer after PT inspection
2.2 堆焊层的物相组成及显微组织
由图2可以看出,堆焊层主要由α-Fe相和以金
属间化合物FeCr为溶剂的固溶体组成,未检出明显
的奥氏体相。
由图3可以看出, 堆焊层组织主要由网状分布的
包状晶及其内部的板条马氏体、FeCr基固溶体及不
连续分布的细小黑色碳化物组成,组织较细小均匀。
试验用堆焊材料基于铁基合金体系的马氏体型固溶 图 2 HDS65 焊丝堆焊层表面的 XRD 谱
体进行设计优化,铬、碳和钼等含量较高,合金的淬 Fig. 2 XRD spectrum of surface of HDS65 wire surfacing layer
透性很高,同时由于焊接时冷却速率较快,堆焊层中 焊丝药芯中加入了适量的铬、铌、钼、钒、钛等
形成了马氏体组织。 元素,当熔池中液态金属凝固结晶时,会形成TiC、
37