
Page 84 - 机械工程材料2025年第三期
P. 84
张 宇,等:焊接电流对Ni60/Cr3C2等离子堆焊层组织及性能的影响
传导到熔池底部,导致熔深变大;同时焊接电流的增 • γ-Ni(Fe) ♣ Cr 23 C 6
-
-
-
-
♦ • ♦ Cr 7 C 3 ♠ CrB
大使得作用在基体表面上的电弧力增大,热输入增 ♠ • -
♣ ♥ Cr 3 C 2
#
5 堆焊层 ♥ ♦ ♠ ♣ • ♠
加,熔化在基体表面的堆焊粉末增加,从而引起熔高 4 堆焊层 ♥ ♦ ♠ ♣ • ♠ ♥ ♦ • ♣ ♠ ♦
#
增加,而热输入增加使得温度升高,堆焊熔池与基体 强度 ♦ •
#
3 堆焊层 ♥ ♦ ♠ ♥ ♥ • ♠
♠ ♦
之间的润湿性增强,在基体表面的流动与铺展性变 • ♦
2 堆焊层 ♦ • ♦ ♠ •
#
好,因此熔宽增加 [15] 。
1 堆焊层
#
#
#
#
#
1 ,2 ,3 ,4 ,5 堆焊层的稀释率分别为21.4%, 20 30 40 50 60 70 80 90
#
2θ/(°)
#
24.6%,27.1%,28.5%,30.7%。Ni60合金堆焊层(1
图 4 不同堆焊层的 XRD 谱
堆焊层)的稀释率最低,随着焊接电流的增加,Ni60/ Fig. 4 XRD spectra of different surfacing layers
Cr 3 C 2 堆焊层的稀释率增大。理论上等离子堆焊层
的主要物相为γ-Ni(Fe)、Cr 7 C 3 、CrB、Cr 23 C 6 和Cr 3 C 2
的稀释率应控制在15%~20%,而试验所测数值均
相。随着焊接电流的增大,熔池中铬和碳的含量也
超过了该理论范围。在Ni60合金粉末中添加较多
随之增加,Ni60/Cr 3 C 2 堆焊层中的铬化合物种类增
Cr 3 C 2 陶瓷颗粒后,只有保证复合粉末在焊接熔化时
多,且衍射峰强度也增加(含量增加);铬作为强碳化
较充分地合金化,才能得到成形质量较好的堆焊层,
物形成元素,在等离子堆焊过程中可与熔池中的碳
因此堆焊层稀释率的控制范围可以适当改变。当焊
形成M 23 C 6 型和M 7 C 3 型碳化物,其具体类型由铬和
接电流为130 A时,Ni60/Cr 3 C 2 堆焊层较其他焊接电
碳的含量比值决定。在对比标准卡片时发现,由于
流下的堆焊层表面更为光滑平整,稀释率为27.1%。
2.2 对物相组成的影响 堆焊过程中的快速凝固引发了固溶度扩展以及凝固
时热收缩引起了拉应力畸变,Cr 7 C 3 和Cr 23 C 6 物相的
由图 4 可知:110 A焊接电流下制备的Ni60/
Cr 3 C 2 堆焊层(2 堆焊层)与Ni60合金堆焊层(1 堆焊 峰位置发生了偏移 [16] 。
#
#
层)均由γ-Ni(Fe)、Cr 7 C 3 和CrB相组成;120 A焊接 2.3 对组织的影响
#
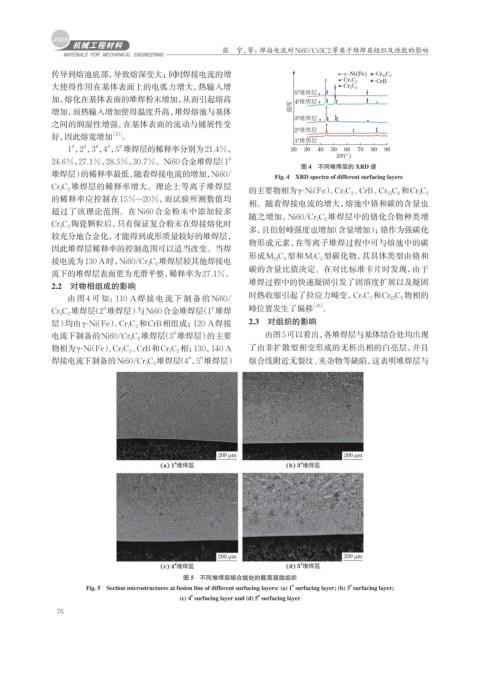
电流下制备的Ni60/Cr 3 C 2 堆焊层(3 堆焊层)的主要 由图5可以看出, 各堆焊层与基体结合处均出现
物相为γ-Ni(Fe)、Cr 7 C 3 、CrB和Cr 3 C 2 相;130,140 A 了由非扩散型相变形成的无析出相的白亮层,并且
#
#
焊接电流下制备的Ni60/Cr 3 C 2 堆焊层(4 ,5 堆焊层) 熔合线附近无裂纹、夹杂物等缺陷,这表明堆焊层与
图 5 不同堆焊层熔合线处的截面显微组织
#
#
Fig. 5 Section microstructures at fusion line of different surfacing layers: (a) 1 surfacing layer; (b) 3 surfacing layer;
#
#
(c) 4 surfacing layer and (d) 5 surfacing layer
76