
Page 65 - 机械工程材料2025年第三期
P. 65
姚亚俊,等:渗氮X210CrW12钢挺柱的微粒子喷丸工艺
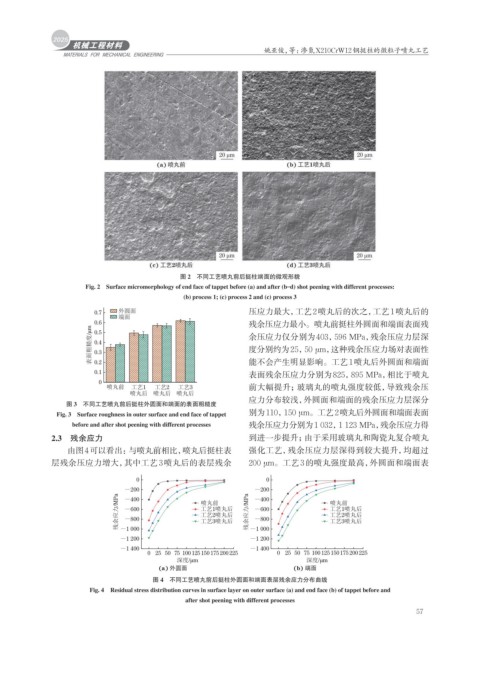
图 2 不同工艺喷丸前后挺柱端面的微观形貌
Fig. 2 Surface micromorphology of end face of tappet before (a) and after (b‒d) shot peening with different processes:
(b) process 1; (c) process 2 and (c) process 3
0.7 外圆面 压应力最大,工艺2喷丸后的次之,工艺1喷丸后的
端面
0.6 残余压应力最小。喷丸前挺柱外圆面和端面表面残
表面粗糙度/μm 0.4 余压应力仅分别为403,596 MPa,残余压应力层深
0.5
度分别约为25,50 μm,这种残余压应力场对表面性
0.3
0.2
0.1 能不会产生明显影响。工艺1喷丸后外圆面和端面
表面残余压应力分别为825,895 MPa,相比于喷丸
0
喷丸前 工艺1 工艺2 工艺3 前大幅提升;玻璃丸的喷丸强度较低,导致残余压
喷丸后 喷丸后 喷丸后
应力分布较浅,外圆面和端面的残余压应力层深分
图 3 不同工艺喷丸前后挺柱外圆面和端面的表面粗糙度
Fig. 3 Surface roughness in outer surface and end face of tappet 别为110,150 μm。工艺2喷丸后外圆面和端面表面
before and after shot peening with different processes 残余压应力分别为1 032,1 123 MPa,残余压应力得
2.3 残余应力 到进一步提升;由于采用玻璃丸和陶瓷丸复合喷丸
由图4可以看出:与喷丸前相比,喷丸后挺柱表 强化工艺,残余压应力层深得到较大提升,均超过
层残余压应力增大,其中工艺3喷丸后的表层残余 200 μm。工艺3的喷丸强度最高,外圆面和端面表
0 0
-200 -200
残余应力/MPa -600 喷丸前 残余应力/MPa -600 喷丸前
-400
-400
工艺1喷丸后
工艺1喷丸后
工艺2喷丸后
工艺2喷丸后
-800
-800
工艺3喷丸后
工艺3喷丸后
-1 000
-1 200
-1 200 -1 000
-1 400 -1 400
0 25 50 75 100 125 150 175 200 225 0 25 50 75 100 125 150 175 200 225
深度/μm 深度/μm
(a) 外圆面 (b) 端面
图 4 不同工艺喷丸前后挺柱外圆面和端面表层残余应力分布曲线
Fig. 4 Residual stress distribution curves in surface layer on outer surface (a) and end face (b) of tappet before and
after shot peening with different processes
57