
Page 71 - 机械工程材料2024年第十一期
P. 71
蔡 军,等:工艺参数对热丝脉冲TIG堆焊Inconel 625合金成形性能及组织的影响
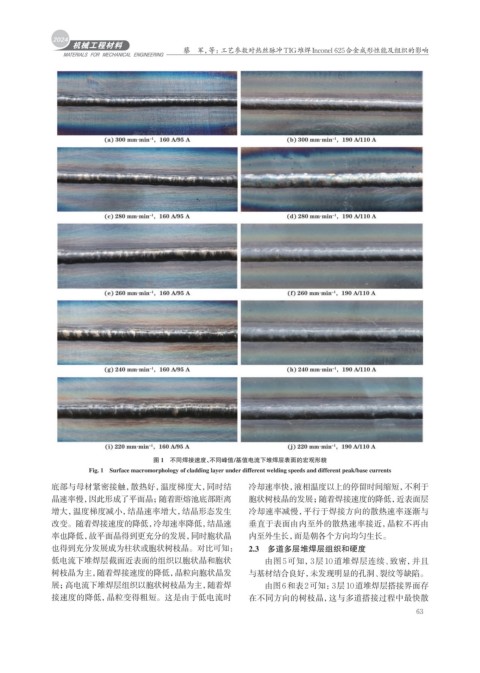
图 1 不同焊接速度、不同峰值/基值电流下堆焊层表面的宏观形貌
Fig. 1 Surface macromorphology of cladding layer under different welding speeds and different peak/base currents
底部与母材紧密接触,散热好,温度梯度大,同时结 冷却速率快,液相温度以上的停留时间缩短,不利于
晶速率慢,因此形成了平面晶;随着距熔池底部距离 胞状树枝晶的发展;随着焊接速度的降低,近表面层
增大,温度梯度减小,结晶速率增大,结晶形态发生 冷却速率减慢,平行于焊接方向的散热速率逐渐与
改变。随着焊接速度的降低,冷却速率降低,结晶速 垂直于表面由内至外的散热速率接近,晶粒不再由
率也降低,故平面晶得到更充分的发展,同时胞状晶 内至外生长,而是朝各个方向均匀生长。
也得到充分发展成为柱状或胞状树枝晶。对比可知: 2.3 多道多层堆焊层组织和硬度
低电流下堆焊层截面近表面的组织以胞状晶和胞状 由图5可知,3层10道堆焊层连续、致密,并且
树枝晶为主,随着焊接速度的降低,晶粒向胞状晶发 与基材结合良好,未发现明显的孔洞、裂纹等缺陷。
展;高电流下堆焊层组织以胞状树枝晶为主,随着焊 由图6和表2可知:3层10道堆焊层搭接界面存
接速度的降低,晶粒变得粗短。这是由于低电流时 在不同方向的树枝晶,这与多道搭接过程中最快散
63