
Page 72 - 机械工程材料2024年第十一期
P. 72
蔡 军,等:工艺参数对热丝脉冲TIG堆焊Inconel 625合金成形性能及组织的影响
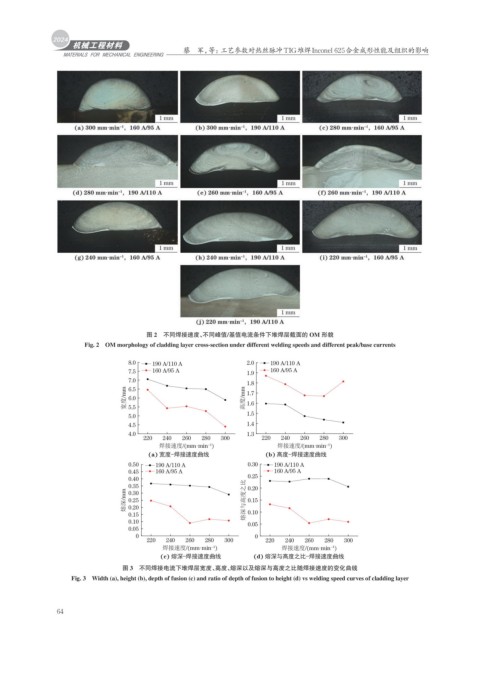
图 2 不同焊接速度、不同峰值/基值电流条件下堆焊层截面的 OM 形貌
Fig. 2 OM morphology of cladding layer cross-section under different welding speeds and different peak/base currents
8.0 190 A/110 A 2.0 190 A/110 A
7.5 160 A/95 A 1.9 160 A/95 A
7.0
1.8
6.5
宽度/mm 6.0 高度/mm 1.7
1.6
5.5
5.0 1.5
4.5 1.4
4.0 1.3
220 240 260 280 300 220 240 260 280 300
焊接速度/(mm·min ) 焊接速度/(mm·min )
-1
-1
(a) 宽度-焊接速度曲线 (b) 高度-焊接速度曲线
0.50 190 A/110 A 0.30 190 A/110 A
0.45 160 A/95 A 160 A/95 A
0.40 0.25
0.35 0.20
熔深/mm 0.30 熔深与高度之比 0.15
0.25
0.20
0.15 0.10
0.10 0.05
0.05
0 0
220 240 260 280 300 220 240 260 280 300
-1
焊接速度/(mm·min ) 焊接速度/(mm·min )
-1
(c) 熔深-焊接速度曲线 (d) 熔深与高度之比-焊接速度曲线
图 3 不同焊接电流下堆焊层宽度、高度、熔深以及熔深与高度之比随焊接速度的变化曲线
Fig. 3 Width (a), height (b), depth of fusion (c) and ratio of depth of fusion to height (d) vs welding speed curves of cladding layer
64